Are Your Machines Really Cutting?
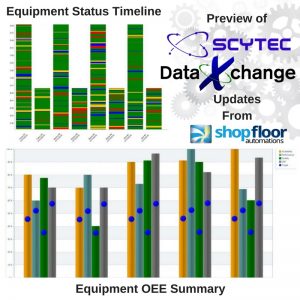
A manufacturer that is distinctive for its attention to in-cycle machining productivity describes its efforts to obtain efficiency improvements outside of the machining cycle. The shop’s primary tool is a simple, daily, graphical recap that illustrates when each machine tool was and was not making parts AKA machine monitoring.
The procedures that seem efficient and the procedures that are efficient might be two different things. And telling the difference requires data.
The machining cycle is one area in which this idea is strikingly applied. One of those co-owners of the Wright City, Missouri, manufacturer—engineering vice president Jerry Halley—spent much of his career with aircraft maker McDonnell Douglas, which became Boeing during his time there.
Mr. Halley demonstrated that small tools used at the specific, harmonic spindle speeds that avoid chatter can cut deeply enough and quickly enough to remove material more efficiently than traditional rough cutting.
Because the equipment was “as good as its going to get,” the company had to find a way to continue winning efficiency gains so it could continue delivering cost savings. Not only did competitiveness require this, the formally specified cost-reduction targets of OEM customers required this as well.
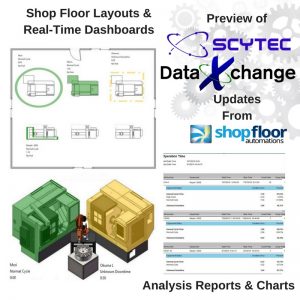
To discover these sources of additional savings, Tech Manufacturing began measuring its entire process. The company began to measure not just its cycle time and not just the processing of individual parts, but the entire performance of its CNC machines around the clock. Implementing machine monitoring software from Scytec, the company began to measure the in-cycle and out-of-cycle time of 11 CNC machines. Now, company leaders in the office and on the shop floor all study a daily, visual printout of just how much machining time each of those machines delivered over the course of the previous workday.
The first result of doing this, says Mr. Halley, was an almost immediate 5-percentage-point improvement in measured performance. That boost was the early return on simply paying attention to this performance for the first time. And that boost hinted at an important insight, one that the company validated as it went on to find further performance gains with the data. Namely: Even in a seemingly efficient shop, there is still plenty of chronic inefficiency just waiting to be addressed.
The Scytec software is simpler than other machine-monitoring systems that Tech Manufacturing evaluated. Other systems had more capability than the management of this company thought it would use, at least at first. Scytec’s modularity makes it possible to buy up into additional capability over time. For now, though, Mr. Halley’s belief—a belief that has proven true—is that significant process improvement can be won just from the simple measurement of when the machines are and are not making parts.
At the start, that efficiency was 52 percent. Scytec told the company’s team that this is reasonably good. Shops generally assume they are far more productive than they really are. Thirty to 40 percent efficiency is common, said Scytec, and the software company has had machine-shop customers that initially measured an efficiency below 10 percent. Now, after two years of monitoring performance every day and responding to yellow events, Tech Manufacturing is consistently running at an efficiency of 65 percent.
The goal is to reach 70, says Mr. Halley. Getting there will be hard, because the reality of diminishing returns has set in. After two years of improvement, the inefficiencies remaining to be discovered relate to increasingly minor or increasingly rare events.
Shop Floor Automatons is the largest re-seller of Scytec software, specializing in DataXChange.
Read the full article here or call us at (877) 611-5825



 Application Requirements:
Application Requirements: